世界中でもっとも稼動してるロープ染色機を中心に、ジーンズの製造に関わるインディゴ染色処方についてお話ししたいと思います。

基本的には、前処理をして、必要回数染色し、そして後処理、続いて乾燥という順になります。
前処理は、一般的には、綿に含まれる油脂分を十分除去し、染まり易いようにする処理ですが、ロープ染色の場合は、糸に水分を含ませる、あるいは、湿らせる程度ということになります。
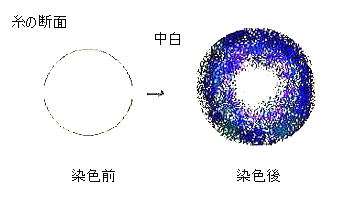
概ね、表面染着させることが目的の一つでもありますので、設備的にも単純にできています。
続いて染色に入ります。
必要回数分だけ染色槽を通過していきます。
連続的に、糸が染色槽に入り20、30秒間滞留した後、槽を出て絞られ、1,2分間空気中で晒され、また槽に入ります。
このパターンが繰り返され、濃く染まっていきます。
基本的に染色温度は常温です。
余談ですが、手染めの場合つまり藍染めでは、一年中一定の温度を保つため、藍瓶を地面に埋め、4個を1組とし、その中央に火つぼを用意して、寒い時期はそれで暖めて温度管理をしていたそうです。
(私も微かに記憶があります。)
ただ、藍液が入った瓶が地面に埋まっていたので、職人は中腰の状態で、作業していたそうです。
相当辛い仕事だったそうです。
次に染色が終わると続いて後処理槽に入っていきます。
後処理の工程では、未染着の染料を十分除去してやるのが目的です。
ただ設備的には、概ね、前工程と同様、単純にできています。
後工程の湯洗、水洗、オイリングの処理が終了すると、シリンダー乾燥を通って、一連の染色工程は終了となります。
因みに、オイリングの目的は、後の分繊工程をスムーズに進めるために行います。
続いて染着についてですが、一般的な濃度の染色では、糸量に対して、概ね、2パーセント程度の染料が染まっています。
もちろん、より濃い染色だと、3パーセント程度、逆に、1パーセント以下の染色もあります。
染料のフィード量は、色が変らないように連続的に染料をポンプアップで補給していきますが、概ね、経験値を元にしています。
ただ、ある種の公式に、ある定数を加えれば算出できます。
かなり精度の高い数値がこれで得られます。
尚、フィード用の染料は、その都度必要量作成します。
作成には濃厚還元法でおこないます。
インディゴ染料60㌘/㍑程度です。
この溶解還元では、主に苛性ソーダ(強アルカリ)とハイドロサルファイト(還元剤)を使用し、水に溶けるように、また、繊維に染まるようにインディゴ染料を還元していきます。
余談ですが、この備後地方では、液が無くなったことを、「ミテル」あるいは「ミテタ」と表現します。
現場のある先輩が部下に、「おい、染料がミテトルじゃーにゃーきゃー。はようつくらにゃーいけまーがー。」と怒鳴ったそうです。
ところが、九州から来たばかりのその部下は、タンクがいっぱいなら、どのタンクを使えば良いのか分からず、先輩に恐る恐る聞いたそうです。
すると先輩は「こりょーみてみー、ミテトろーがー」と言ったそうです。
その部下は、指で示されたタンクの中を、目を擦り擦り何度もみたのですが、どう見ても液はありません空っぽです。
「このタンクで作れ!」と言われているのは、何となく、分かったのですが。
この会話、お分かり頂けたでしょうか。
そうなんです。その部下は、ミテルという言葉を、満ちる、つまりタンクの中に液がいっぱい入っていると解釈していたのです。
方言がはいると意思の疎通が難しくなりますね。
ところで、このミテタという表現は、私が勝手に解釈していることですが、人の命がミチルあるいはミテルという言い方があります。
つまり亡くなったことを意味するのですが、どうも、このニューアンスからきているのではないかと思っています。
話を戻しますが、通常ロープ染色では、一度に2幅分の経糸を染めていきます。
もちろん、工場によっては、3幅分、あるいは逆に、1幅分のところもあるようです。
ロープ染色機では、確かに大量染色できますが、反面いろいろ問題もあります。
例えば、上記に示した2幅分の染めと言うことになると、次のロットへの切り替えが、とても大変な作業になります。
初期のころは、その都度機械を止めて次のロットを1ロープ毎に繋いでいましたが、これだと止めるたびに莫大な染めムラという糸ロスを作ることになります。
つまり、大幅なコスト増に跳ね返ってきます。
そこで、稼動させたまま繋ぐことになりますが、1ロープ毎に繋ぐのは人の手です。
慌ててロープを縺らしたり、台車に引っ掛けて糸を切ったりと、頻繁に機械を止めるようになります。
もちろん、手が足りない時は、他の部署から応援です。
ところが慣れていないので、事故の確率は当然増えます。
特に、新入社員が入ると、概ね、このての事故が増加します。
それから、糸は針金と違い切れます。
染色中に切れたり、前工程で切れた糸を上手に処置していなければ、機械の回転しているロールに巻きついてしまいます。
こうなると止めて処置するしか手立てがありません。
手が届くところならまだしも、槽の中のロールへ巻き付いたら、それは一大事です。
槽の液、機械によっても違いますが、何トンあるいは何十トンという量の液を、他のタンクへ移し変えなければなりません。
そして槽を洗って、まあ洗うといっても、ほとんど落ちません。
槽の中での作業が終了し外へ出ると、ほぼ全身藍に染まっているといった感じになります。
そして、タンクの液を戻して機械を起動します。
しかし、間違いなく、直前の色とは異なった色が出てきます。
元の色に戻るまでには、かなりの糸がロス糸として処分されるようになります。
たった1本の糸のしかも一カ所の糸切れで、とんでもないケースが起きることになるのです。
このような問題は、ロープ染色の大きな欠点と言っても過言ではありません。
因みに、インディゴ染色の場合、ロット毎に液の作り変えをしないのが普通です。
なぜインディゴ染色の場合、液を作成し直さないのか、疑問がわいてきますが、これは前述しましたように、染色槽の液の量が半端ではありません。
ですので、これをその都度作成していたら莫大なコスト増につながります。
また、新しい液を作成すると、液が安定するまでの間は、色差が発生し易く、糸ロスにもなりかねません。
それと、藍染めの考え方を受け継いでいるとも言えます。
すくもは、石灰や水あめなどを使用して、ある程度時間をかけて自然発酵させ還元させますが、インディゴ染料は、薬品で短時間に還元させるという処方をとりますので、液を本来保管するという意味はあまり無いはずなのですが、それでも、藍を寝かせるという、伝統的なスタンスを、あえて取り入れているように思います。
ところで、染める液の色はどんな色でしょう。
これは、菜種色のような、つまり、緑色です。
ただ、還元状態が良くなると黄味を帯びてきますし、逆に、悪くなると、限りなく藍色になってきます。
この還元状態の管理が、とても重要になるのですが、目安として、PH、ORP測定などが行われています。
しかし、実際のところ、還元電位の終点は、あって無いようなものなので、これらの測定は、あくまでも目安としての判断だけになります。
昔は、舌で味をきき、目で発酵状態を観察していたようです。
すっぱくて、少しピリピリしていたのでしょう。
また、染め液の表面には泡が発生します。
これは、藍の花とも言われ、染め液の酸化を防いでくれます。
ですので、これを頻繁に取り除くことはしません。 |